Double Pulse
Новый процесс сварки TIG с двумя импульсами от Kemppi сочетает в себе свойства и преимущества двух различных процессов импульсной сварки постоянным током. Благодаря узкой и четко сфокусированной сварочной дуге скорость сварки может быть значительно увеличена, что снижает тепловложение и сводит к минимуму коробление. Кроме того, двухимпульсный процесс сварки TIG предлагает множество других преимуществ с точки зрения производительности и качества. Возникает явная необходимость увеличения нынешней низкой производительности сварки TIG. Процесс двухимпульсной сварки TIG, разработанный для семейства продуктов MasterTig, представляет собой новый вариант процесса, который гарантирует, что сварка TIG сталей и других материалов, свариваемых постоянным током, соответствует последним требованиям.
Решительный шаг на пути к более качественной и производительной сварке TIG
Растущее стремление к повышению производительности вызывает сомнения в пригодности сварки TIG для определенных областей применения. Обычно цель состоит в том, чтобы повысить эффективность дополнительных работ, необходимых для сварочных работ, чтобы сварщик мог сосредоточиться на самой сварке. В последние годы были предприняты попытки заменить сварку TIG процессами корневой сварки MIG / MAG (например, Kemppi WiseRoot +). Эти усилия до некоторой степени увенчались успехом, но альтернативные методы подходят не для всех приложений.
Чтобы повысить производительность, а в некоторых случаях и качество сварки TIG, были разработаны различные варианты процесса. За прошедшие годы было разработано несколько импульсных методов, доступные сегодня — от медленных импульсов с частотой около 1 Гц до высокоскоростных импульсов с частотой в килогерцовом диапазоне. Эти импульсные процессы повышают производительность и, прежде всего, качество, даже если повышение производительности часто невелико или зависит от области применения. С выпуском новой линейки MasterTig компания Kemppi представила свой первый процесс сварки TIG с двумя импульсами, который предлагает ряд преимуществ с точки зрения эффективности и качества различных процессов сварки TIG.
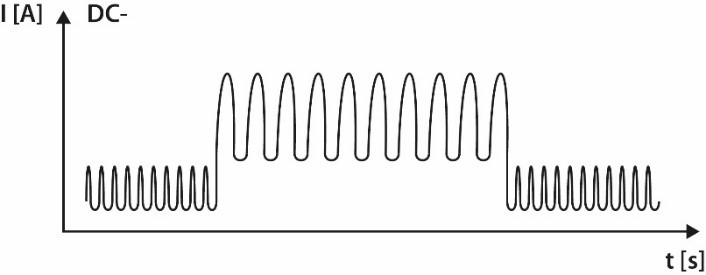
При использовании двойного импульса в процессе сварки TIG, получившем название Double pulse или DPulse, отрицательные импульсы постоянного тока низкой частоты (0,2 – 30 Гц) одновременно используются с высокочастотными (100 – 400 Гц). Параметры высокочастотных импульсов задаются программой и сварщику нет необходимости их регулировать. Для импульсов низкой частоты предусматривается регулировка, которая может использоваться сварщиком. Тем не менее, фабричные настройки подойдут для большинства задач, решаемых в сварочном производстве.
Области применения функции DPulse разнообразны и включают следующие случаи:
- Изделия из тонкого листового проката;
- Угловые швы;
- Сварные швы с жёсткими требованиями к визуальному качеству;
- Конструкции из нержавеющей стали;
- Материалы, для которых требуется ограничивать количество подводимой теплоты, такие как высокопрочные аустенитные или дуплексные стали;
- Цветные металлы для работы с которыми применяется сварка постоянным током, например, титан.
Процесс DPulse не сложен в использовании, особенно если сварщик имеет опыт выполнения импульсной сварки TIG, так как для процесса не требуется производить регулировку большого количества параметров. К преимуществам данного нового процесса можно отнести следующие факторы:
- Узкая и стабильная дуга, которую легко можно подвести к углу;
- Более высокая, чем при обычном процессе сварки TIG скорость прохода;
- Низкая сила сварочного тока;
- Более свободные допуски на зазор в корне сварного шва, чем те, которые необходимо выдерживать при обычном процессе сварки TIG;
- Постоянство скорости передвижения;
- Неизменно качественные прихваточные швы;
- Данный процесс лучше подходит для позиционной сварки, чем TIG;
- Способность обеспечить безупречный внешний вид изделия.

Спецпредложения

Приглашаем всех желающих!
ООО "АркСкиллс" начала проведение технико-практических семинаров на тему "Проблемы сварочного производства и пути их решения".